表面処理の基礎
表面処理の基礎知識
表面処理は種類が多く、名前を並べただけでは頭に入りません。 このページは「そもそも何のための処理なのか」から始めて、処理の種類を一覧で見比べ、 目的から候補を絞れるところまでを一続きにしています。
種類を網羅する
処理の種類と、その特性
主要な処理を系統ごとに並べます。膜厚や耐食時間といった数値は、材質、形状、評価方法で変わるため、ここでは断定しません。 代わりに「何のための処理か」「寸法がどう動くか」「選んだときに何が問題になるか」を並べています。
浸炭、窒化、高周波焼入れといった表面硬化は、素地の組織そのものを変える熱処理です。 皮膜を作る処理とは工程も外注先も別になるため、このサイトでは扱っていません。 硬さが必要な場合でも、皮膜で対応するのか熱処理で対応するのかは、まず設計側で分けてください。
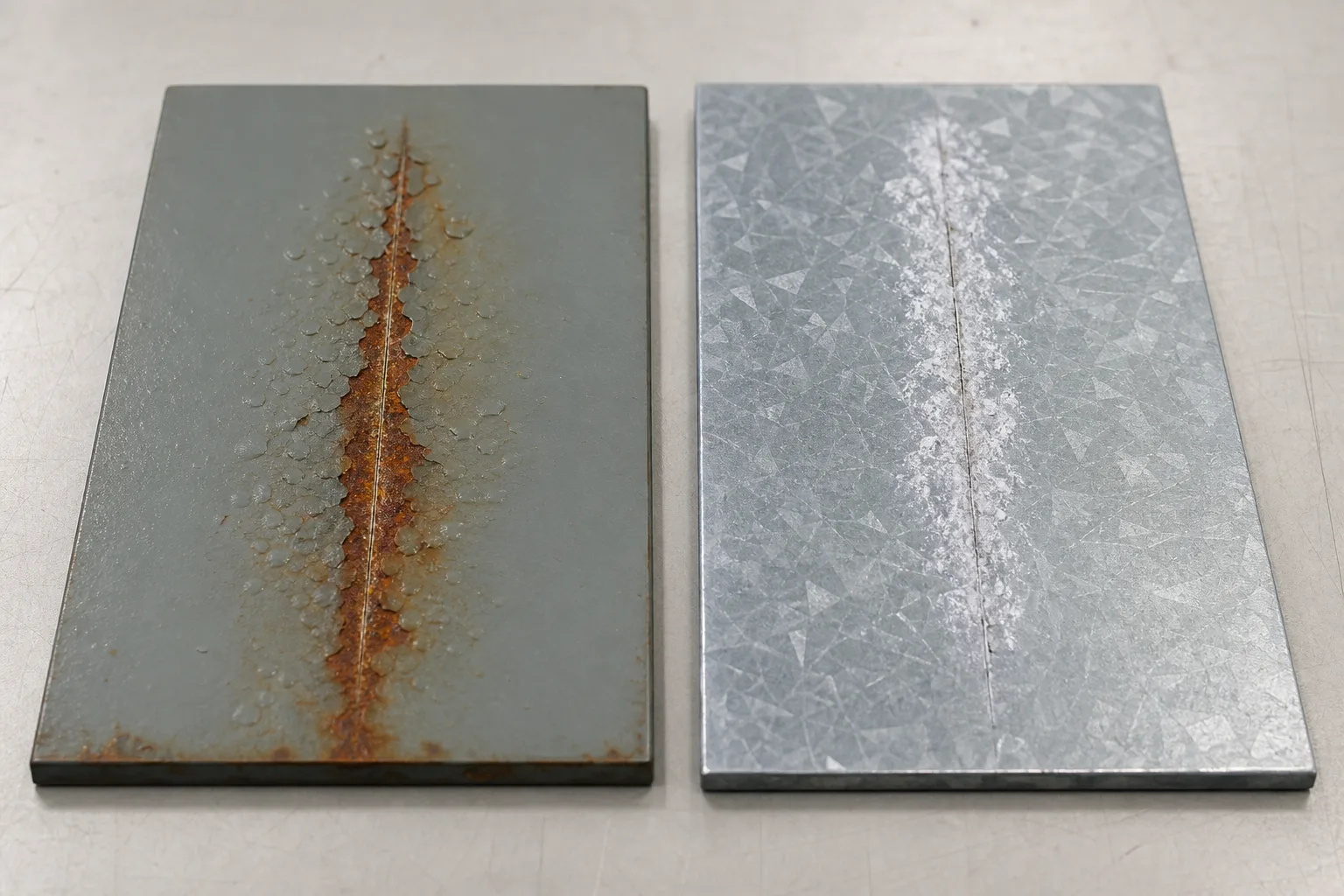
亜鉛系(防錆の主力)
鉄が錆びる前に亜鉛が身代わりになる。傷が入る前提の部品に向く。
| 処理 | 何のための処理か | 皮膜 | 寸法への影響 | 母材 | 選んだときに効いてくる制約 |
|---|
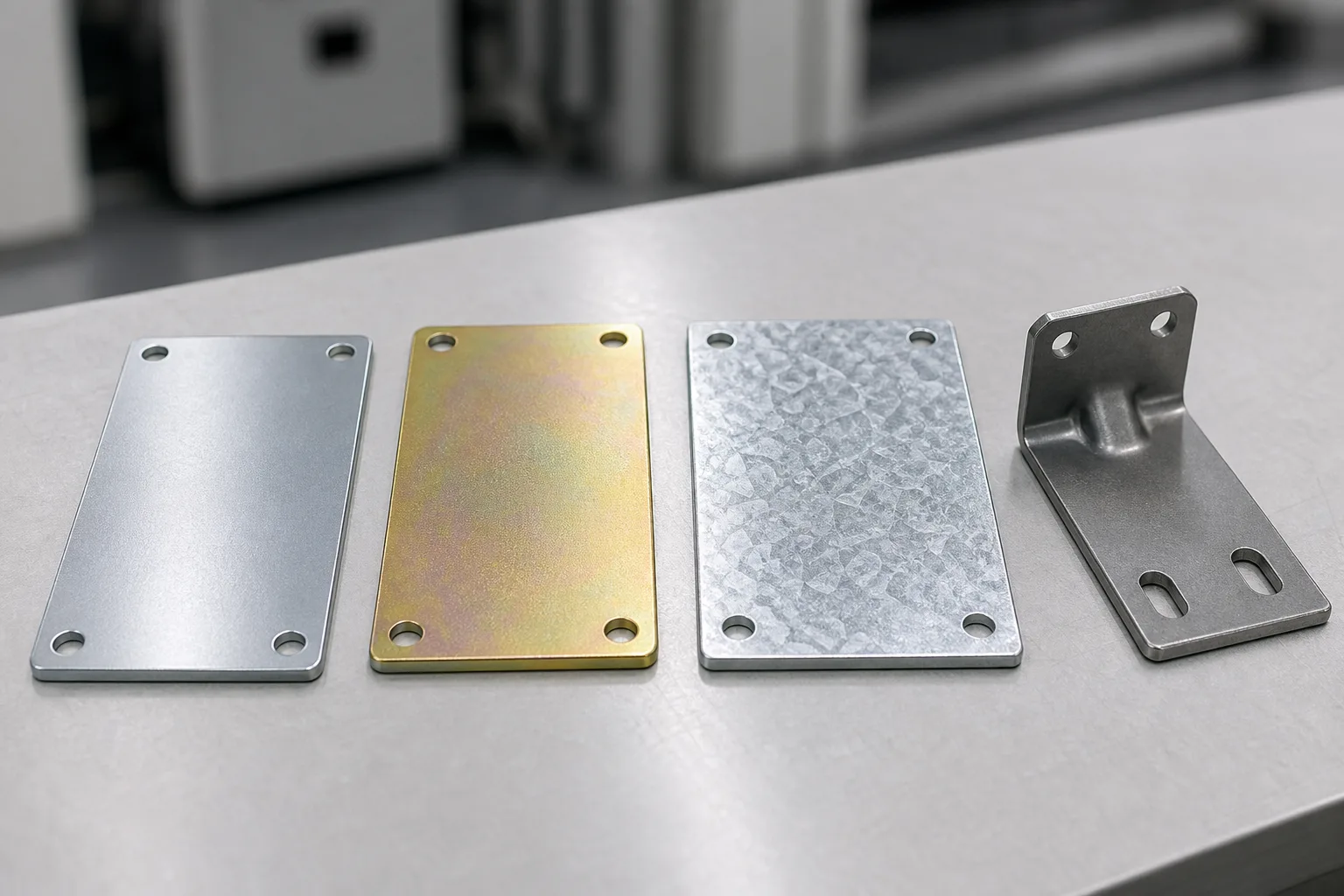
| 電気亜鉛めっき | 防錆。もっとも一般的な鉄部品の防錆処理 | 乗せる | 薄い。ねじや圧入部でも扱いやすい | 鉄系 | 皮膜が薄く屋外の長期防錆には限界。後処理の指定が必須 |
|---|
| 溶融亜鉛めっき(どぶづけ) | 防錆。屋外・大型鋼材の長期防錆 | 乗せる | 厚い。垂れやたまりで均一にならない | 鉄系 | ねじは素通しでは通らない。薄板は熱で歪む。袋構造は破裂の危険 |
|---|
| 亜鉛ニッケルめっき | 防錆。亜鉛では届かない耐食要求に | 乗せる | 薄い | 鉄系 | 対応できる処理業者が限られる。コストが上がる |
|---|
| クロメート(化成処理) | 亜鉛そのものの腐食を遅らせる後処理 | 素地を変える | ほぼ影響なし | 亜鉛めっきの上 | 六価と三価で守り方が違う。単独では使わない |
|---|
硬さ・寸法精度
防錆ではなく、硬さ、耐摩耗、膜厚の均一性を狙う処理。
| 処理 | 何のための処理か | 皮膜 | 寸法への影響 | 母材 | 選んだときに効いてくる制約 |
|---|
| 無電解ニッケルめっき | 膜厚の均一性、硬さ、耐食。複雑形状や精密部品 | 乗せる | 均一に付く。処理後の寸法を計算しやすい | 鉄系、アルミ、銅系 | 単価が高い。リン含有率の指定がないと期待した特性にならない |
|---|
| 硬質クロムめっき | 硬さ、耐摩耗。シャフト、ロッド、金型 | 乗せる | 厚めに付けて研磨で仕上げる前提 | 鉄系 | 皮膜のクラックから錆びる。防錆は別に考える。六価浴の規制 |
|---|
| 溶射 | 厚い皮膜、摩耗した部位の肉盛り補修 | 乗せる | 非常に厚い。研削で仕上げる前提 | 鉄系ほか | 密着は素地の凹凸に頼る。前処理が甘いと剥がれる |
|---|
| ブラスト・研磨 | 表面を粗くする/滑らかにする。前処理にも仕上げにも | 削る・叩く | 研磨は素地を削る。エッジが丸くなる | ほぼすべて | 言葉では揃わない。面粗さか限度見本で指示する |
|---|
| ショットピーニング | 疲労強度を上げる。ばね、歯車、シャフト | 削る・叩く | 面粗さが粗くなる | 鉄系 | ブラストと混同されやすいが目的が違う。当たらない面には効果がない |
|---|
ステンレス向け
ステンレスは錆びない金属ではない。不動態皮膜が壊れれば錆びる。
| 処理 | 何のための処理か | 皮膜 | 寸法への影響 | 母材 | 選んだときに効いてくる制約 |
|---|
| 不動態化処理 | 鉄粉や溶接焼けで壊れた不動態皮膜を作り直す | 素地を変える | ほぼ影響なし | ステンレス | 皮膜を乗せる処理ではない。錆の原因(もらい錆か溶接焼けか)を先に切り分ける |
|---|
| 電解研磨 | 溶かして滑らかにする。清浄性、外観、耐食性 | 削る・叩く | 素地が溶けて減る。エッジが丸くなる | ステンレスが主 | 機械では届かない内面も仕上がる。ただしシール面や公差に影響する |
|---|
アルミ・寸法を動かさない処理
母材が限られる処理と、寸法をほとんど変えずに色を付ける処理。
| 処理 | 何のための処理か | 皮膜 | 寸法への影響 | 母材 | 選んだときに効いてくる制約 |
|---|
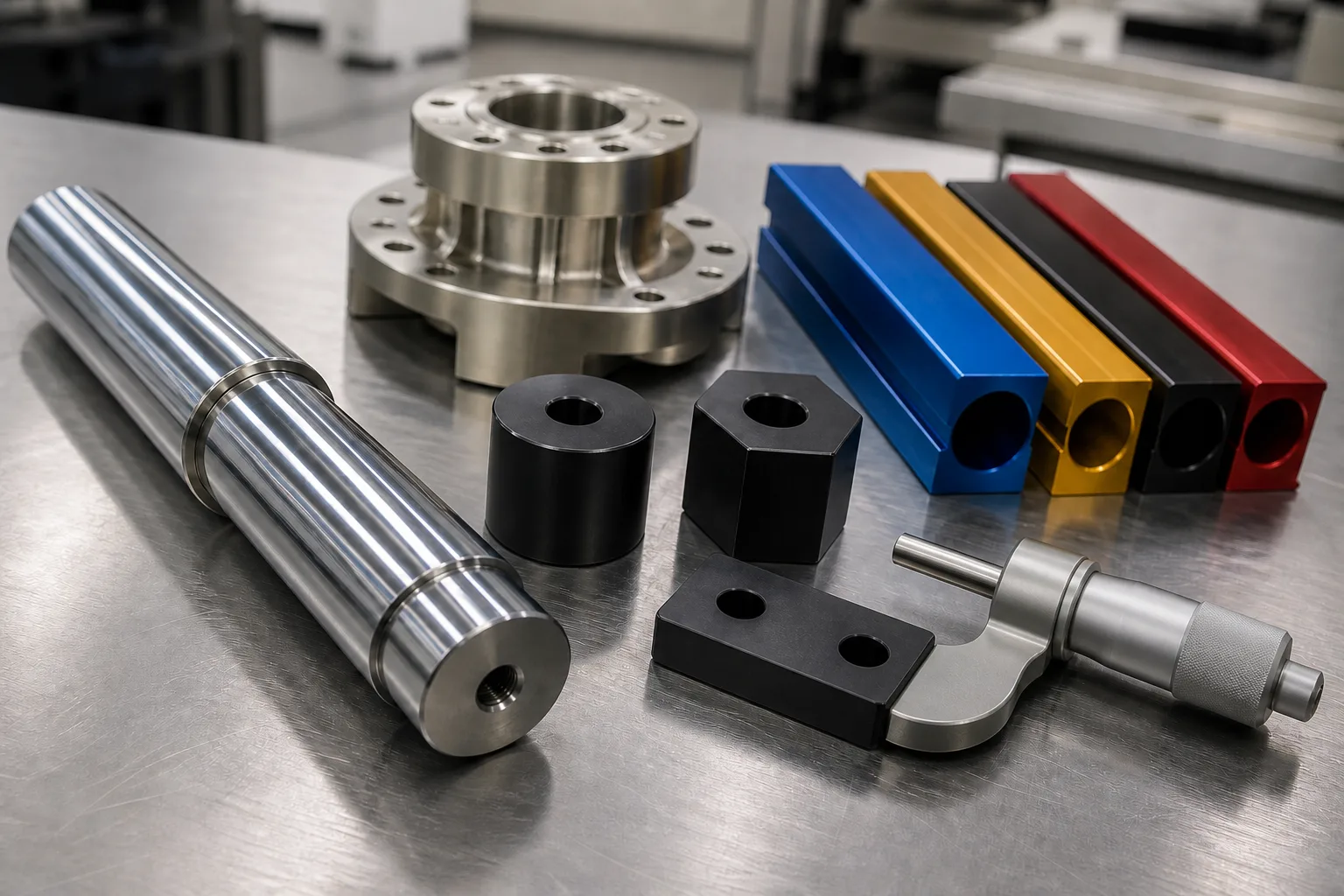
| アルマイト(陽極酸化) | アルミの防食、意匠、硬さ、絶縁 | 素地を変える | 外形は増え、穴は小さくなる | アルミのみ | 合金種が違うと色が揃わない。皮膜は電気を通さない |
|---|
| 黒染め(四三酸化鉄皮膜) | 寸法を動かさずに黒くする | 素地を変える | ほぼ影響なし | 鉄系 | 防錆力は低い。防錆油とセットが前提 |
|---|
| リン酸塩処理(パーカー) | 塗装の下地、摺動のなじみ、鍛造の潤滑下地 | 素地を変える | 薄い | 鉄系 | 単独では防錆にならない。塗装や油と組み合わせる |
|---|
塗装系(膜で遮断する)
膜で水と酸素を遮る。膜が破れればそこから錆びるため、下地が効く。なお「静電塗装」は塗料の種類ではなく塗り方。
| 処理 | 何のための処理か | 皮膜 | 寸法への影響 | 母材 | 選んだときに効いてくる制約 |
|---|
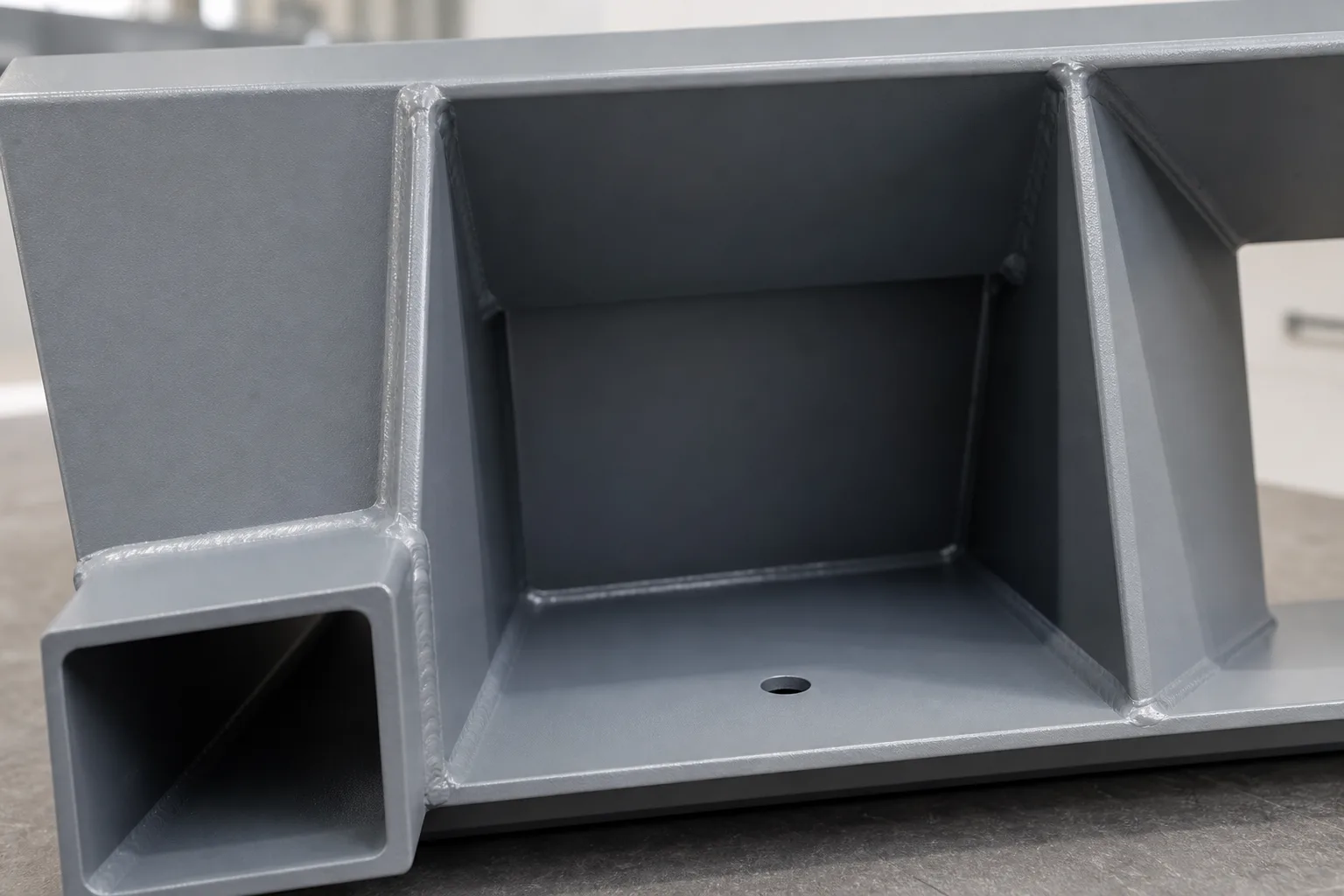
| カチオン電着塗装 | 防錆の下塗り。複雑形状にも均一に付く | 乗せる | 比較的均一 | 鉄系(導電性が要る) | 槽に入るか、吊れるか、液が抜けるかで処理可否が決まる |
|---|
| 粉体塗装 | 厚膜、耐チッピング、耐久性 | 乗せる | 厚い | 焼付温度に耐える母材 | 凹部やエッジが薄くなる。色替えの段取りがコストに効く |
|---|
| 溶剤塗装 | 色、意匠、少量多色、現地補修 | 乗せる | 塗り重ねで調整 | ほぼすべて | 防錆は下地で決まる。塗膜だけでは持たない |
|---|
選び方
処理名からではなく、目的から絞る
「電気亜鉛めっきでいいですか」と聞かれても、処理先は答えられません。 何を優先したいのか、どこに傷が入るのか、公差が効くのはどこか。そこから逆に候補が決まります。
 01
01錆びないようにしたい(傷が入る前提)
打痕、擦れ、エッジの露出が避けられない部品。膜で遮断するだけの処理を選ぶと、傷が入った瞬間にそこから錆びます。身代わりになる金属を置く考え方が要ります。
 02
02複雑な形の内側まで防錆したい
袋形状、箱物、溶接構造。スプレーでは奥まで塗料が届かず、静電でも凹部は薄くなります。液と電気が届くかどうかで処理を選びます。
 03
03色や見た目を出したい
外装、什器、機械カバー。意匠が要求される部品です。ただし塗膜は破れれば錆びるので、防錆をどこで確保するかを別に決める必要があります。
 04
04硬くしたい・摩耗を防ぎたい
摺動部、シャフト、金型。防錆とはまったく別の話になります。硬い皮膜は防錆しないことが多く、寸法も後加工で出す前提になります。
 05
05寸法をほとんど動かしたくない
はめあい、ねじ、圧入部を持つ精密部品。厚い皮膜は選べません。処理後に再加工できない前提で、皮膜の薄さから逆算します。
 06
06アルミ部品を処理したい
母材がアルミなら、選べる処理が変わります。鉄用の処理はそのまま使えません。合金種によって仕上がりも変わります。
読む順番
上から順に読むと、処理どうしの関係が見えてくる
一覧で全体を見たあとは、系統ごとに読み進めてください。前の記事が次の記事の前提になっています。
基礎が分かったら、外注の条件整理へ
処理が分かっても、見積は取れません。図面に何を書くか、候補先に何を伝えるか、業者を変えるときに何を確認するか。 そこからは実務の話になります。